Overview
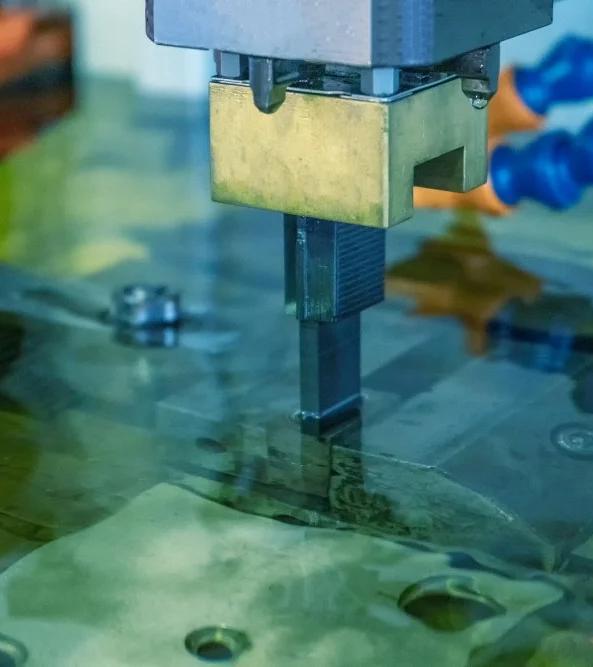
Sinker EDM for cavities, molds, dies, and features impossible to cut with wire. We fabricate custom electrodes and machine complex 3D forms in hardened material.
- →Custom electrode fabrication
- →Complex 3D cavity forms
- →Deep ribs and slots
- →Fine surface finishes
- →Hardened material capability
- →Mold and die work
When to Use This Service
Built for
these challenges.
If any of these describe your situation, we can help.
Mold & Die Cavities
Injection mold cores, die cavities, and forming dies require complex 3D geometry that wire EDM can't reach. Sinker EDM burns those features directly into hardened P20, H13, or D2 steel — to your surface finish callout.
Deep Ribs, Slots & Blind Features
Narrow ribs under 0.050" wide, deep slots with restricted tool access, and blind keyways in hardened shafts — all machined without distortion, tool breakage, or thermal effects on the surrounding material.
Controlled Surface Finish Requirements
When your cavity needs a specific surface finish — from functional EDM texture to a near-polished VDI 12 surface — we control spark intensity and electrode finish to hit your Ra callout precisely.
Precision you can count on, every time.
EDM doesn't rely on cutting force. No deflection, no tool wear, no burr. That's why aerospace, medical, and oil & gas teams choose EDM for their most critical geometries.
View all capabilities →
Technical
Overview
When Sinker EDM Is What the Job Requires
Sinker EDM — also called ram EDM or die sinker — burns a shaped cavity into your workpiece using a custom electrode. It's the process for 3D cavities, blind features, deep ribs, and complex geometry that wire EDM cannot reach. If you're machining molds, dies, or precision tooling with intricate internal features, this is how it gets done correctly.
Custom Electrode Fabrication
Every sinker EDM job starts with the right electrode. We machine copper and graphite electrodes on-site — which means tighter dimensional control, faster turnaround, and no delays waiting on outsourced electrode work. For complex jobs requiring multiple roughing and finishing electrodes, our team designs the full electrode sequence to hit your surface finish and dimensional requirements.
Applications We Run Every Week
- →Die cavities for stamping, forming, and forging dies
- →Injection mold cores and cavities in P20 and H13
- →Extrusion dies and mandrels in tool steel
- →Deep rib and slot features in hardened material
- →Blind keyways, splines, and hex sockets in hardened steel
- →Turbine blade root forms and slot features in Inconel
Surface Finish and Dimensional Requirements
Sinker EDM produces surfaces from rough EDM texture to fine finishes approaching ground quality. We machine to your callout — whether it's a functional mating surface or an appearance cavity — and document final dimensions for first-article or production inspection. Material certifications and heat numbers provided on request.
Other Services
More EDM
capabilities.
Wire EDM
High-precision wire EDM cutting for complex profiles, tight tolerances, and hard materials. Holding ±0.00005".
→Tool & Die
Precision tool and die work — punch and die sets, stamping and forming dies, mold components, and fast die repair, built in hardened tool steel and carbide. Wire and sink EDM hold the details grinding can't reach.
→Production & Repeat Work
Ongoing production programs with locked-in programs, fixtures, and inspection routines. Blanket orders, kanban schedules, and long-term supplier relationships welcome.
→CNC Machining
Precision CNC milling and turning for tight-tolerance parts. Single-source machining alongside our EDM services — Houston, TX.
→Get Started
Ready to machine your most critical parts?
Submit a request for quote and we'll respond within 24 hours. Complex jobs quoted same day. For urgent production situations, our EDM hotline is staffed around the clock.
Available 24/7 · Houston, Texas · No job too complex
EDM Tech Hotline
Broken tap in a critical component? Production line down? We run nights, weekends, and holidays for situations that simply cannot wait until Monday.
281-697-1087 →