Overview
EDM small hole drilling for start holes, cooling channels, injection nozzles, and other features where conventional drilling fails. Holes from 0.010" diameter.
- →Holes from 0.010" diameter
- →Any depth-to-diameter ratio
- →Hardened materials
- →Cooling channels and orifices
- →Precise location tolerances
- →Burr-free holes
When to Use This Service
Built for
these challenges.
If any of these describe your situation, we can help.
Wire EDM Start Holes in Hardened Material
Every wire EDM cut needs a precise entry point. In hardened material, conventional drilling fails or breaks the drill. We produce burr-free start holes — typically 0.020"–0.060" diameter — so your wire EDM job can proceed without risk.
Cooling Channels & Precision Orifices
Conformal cooling channels in H13 mold steel, fuel injector orifices in stainless steel, hydraulic passages in Inconel — we drill small precise holes at any depth-to-diameter ratio in any conductive material.
Hardened and Exotic Alloys
Carbide inserts, fully hardened tool steel up to 65 HRC, and exotic alloys — we drill through any conductive material without the risk of drill breakage that would destroy an expensive part in process.
Precision you can count on, every time.
EDM doesn't rely on cutting force. No deflection, no tool wear, no burr. That's why aerospace, medical, and oil & gas teams choose EDM for their most critical geometries.
View all capabilities →
Technical
Overview
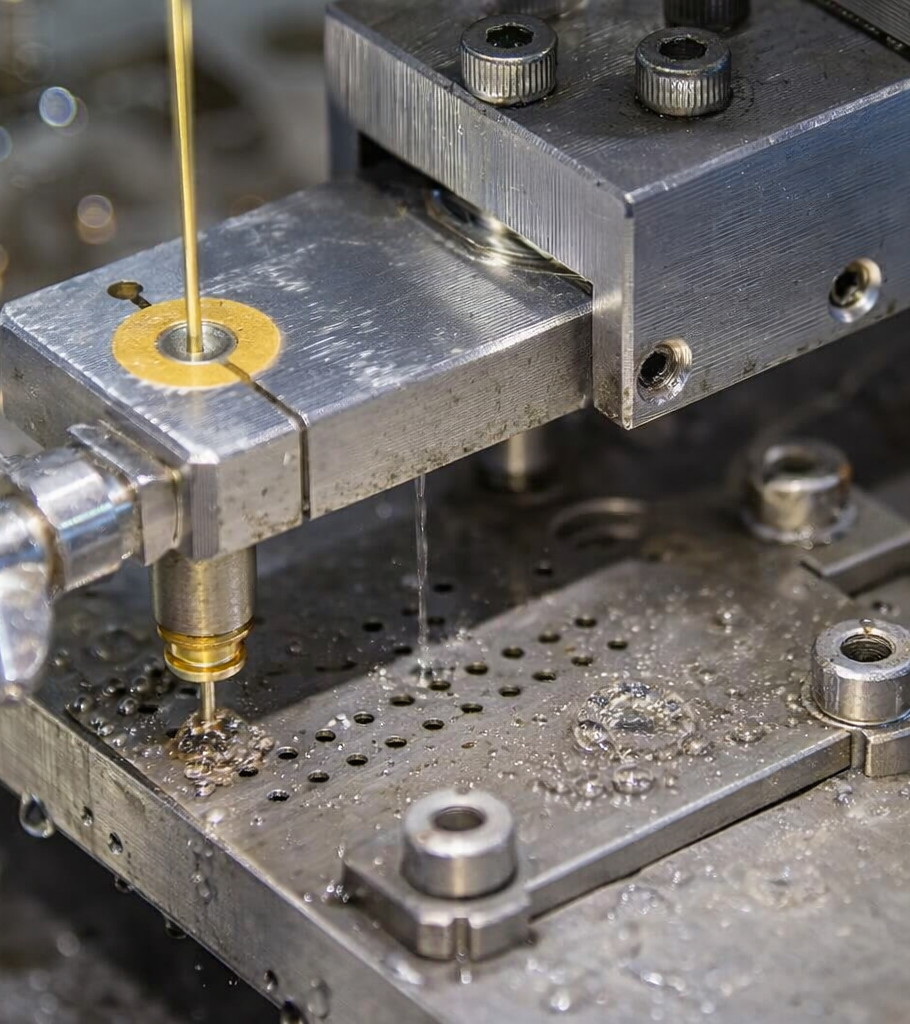
Precision Holes Where Conventional Drilling Fails
Small hole EDM drilling uses a rotating tube electrode to burn precise holes through conductive materials. Unlike conventional drilling, there's no cutting force — which means you can drill through carbide, Inconel, and fully hardened tool steel without deflecting the hole or risking drill breakage in an expensive part.
Start Holes, Cooling Channels, and Precision Orifices
The most common use for small hole EDM is creating the start hole for a wire EDM cut — a precise, burr-free entry point that conventional methods can't reliably produce in hardened material. Beyond start holes, we drill cooling channels, injection nozzle passages, hydraulic orifices, and any other small-diameter feature in materials that would destroy a conventional drill bit.
Common Jobs We Run
- →Cooling channels through H13 and P20 mold steel
- →Start holes through carbide and hardened tool steel
- →Fuel injector and spray nozzle orifices in stainless steel
- →Hydraulic and pneumatic orifices in Inconel and titanium
- →Bearing and lubrication passages in hardened shafts and housings
- →Micro-holes in medical device and instrument components
No Drill Breakage. No Damaged Parts.
In hardened material, conventional drill bits break. A broken drill in a complex, expensive part is a costly problem — and sometimes an unrecoverable one. EDM small hole drilling eliminates that risk entirely. The process uses electrical discharge, not mechanical force, so there's nothing to break and nothing to deflect. The hole goes where the program says it goes.
Other Services
More EDM
capabilities.
Wire EDM
High-precision wire EDM cutting for complex profiles, tight tolerances, and hard materials. Holding ±0.00005".
→Sink & Plunge EDM
Sinker EDM for cavities, molds, dies, and features impossible to cut with wire. We fabricate custom electrodes and machine complex 3D forms in hardened material.
→Tool & Die
Precision tool and die work — punch and die sets, stamping and forming dies, mold components, and fast die repair, built in hardened tool steel and carbide. Wire and sink EDM hold the details grinding can't reach.
→Production & Repeat Work
Ongoing production programs with locked-in programs, fixtures, and inspection routines. Blanket orders, kanban schedules, and long-term supplier relationships welcome.
→Get Started
Ready to machine your most critical parts?
Submit a request for quote and we'll respond within 24 hours. Complex jobs quoted same day. For urgent production situations, our EDM hotline is staffed around the clock.
Available 24/7 · Houston, Texas · No job too complex
EDM Tech Hotline
Broken tap in a critical component? Production line down? We run nights, weekends, and holidays for situations that simply cannot wait until Monday.
281-697-1087 →